3D print širok je pojam, pogotovo za početnika koji tek ulazi u taj svijet. U nastavku Vam donosimo neke savjete koje bi bilo dobro uzeti u obzir prilikom pripreme za 3D print te samog 3D ispisa, a koje smo skupili kroz godine iskustva*.
*3D print u ovom tekstu odnosi se na FDM tehnologiju printa
Koji parametri prilikom pripreme za 3D print utječu na ishod?
Prilikom pripreme za 3D print bilo bi dobro obratiti pozornost na ovih pet kategorija:
- hardver
- radna površina
- brzina
- temperatura
- dodatne postavke slicera
Ukoliko nailazite na probleme za vrijeme samog printa, ili vam se ne sviđa kako je komad isprintan, bilo zbog potrebe za dodatnom obradom ili jednostavno nije iskoristiv, velika je vjerojatnost da se razlog, ali i rješenje nalazi u nastavku!
Hardver
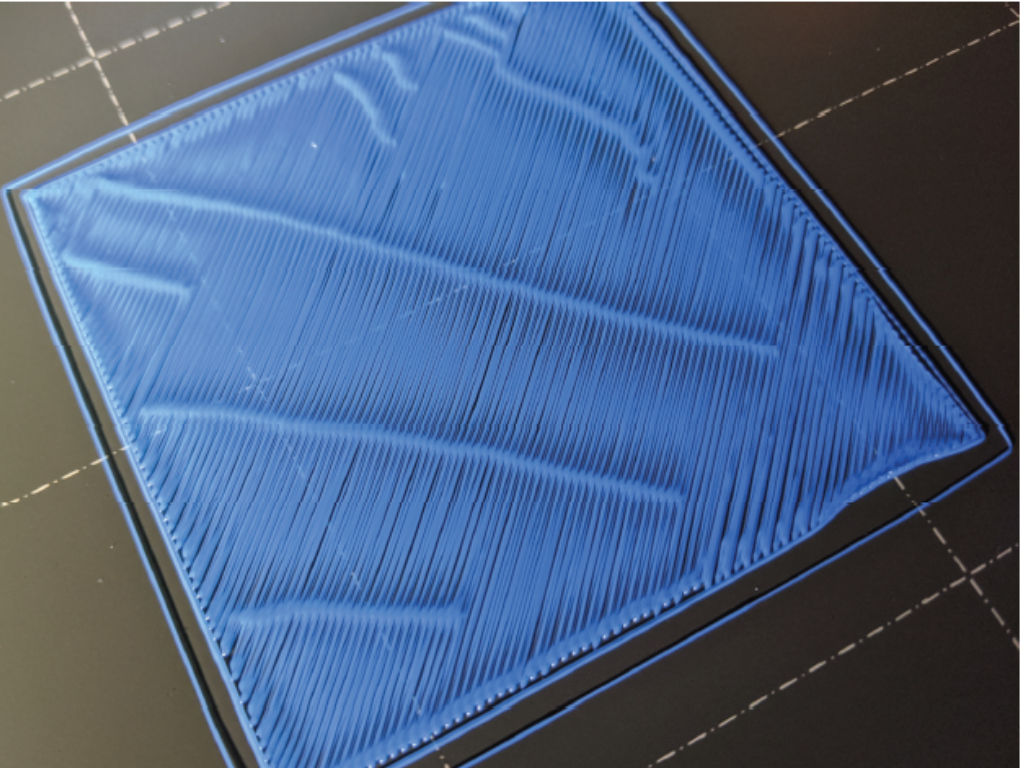
Prilikom 3D printa na komadu može doći do pojavljivanja neželjenih nepravilnosti. Ove nepravilnosti nastaju uslijed vibracija uzrokovanih kretanjem glave pritnera, a pojavljuju se u obliku valovitog uzorka na površini printa. Na engleskom taj uzorak zovemo “ringing”.

Masa ekstrudera može prouzrokovati vibracije prilikom iznenadnih promjena i ostaviti vidljiv trag na printu. Dva su moguća i najčešća rješenja ove pojave, a to su smanjenje brzine printa te provjera mehanizma. Brzinu ćemo obraditi kao zasebnu kategoriju kasnije u članku, a sad ćemo se posvetiti mehanizmu, odnosno hardveru 3D printera.
Pojačane vibracije mogu biti posljedica nekog nezategnutog remena ili vijka, slomljene spojnice okvira, ili nećeg trećeg. Proizvođači često preporučuju periodičke preglede ispravnosti kompletnog mehanizma printera kako bi se preventirala šteta u obliku loše isprintanih komada, ili čak uništenih dijelova printera.
Kao što liječnici preporučaju redovite preglede svakih 6-12 mjeseci, tako stručnjaci preporučaju redovite preglede printera, periodički, ovisno o stupnju korištenja. Ako ga koristite svaki dan, cijeli dan, onda bi bilo dobro što češće “baciti oko” na remene, vijke, žice i sl. Preporučamo da na tjednoj bazi očistite i podmažete sve vodilice i navojna vretena printera, da pregledate i zategnete remenje te da temeljito očistite podlogu.
Održavanje je iznimno bitna stavka u produljenju vijeka trajanja bilo kojeg mehanizma. U nastavku slijedi popis stavki koje preporučamo uvesti u rutinu za pregledavanje i održavanje printera.
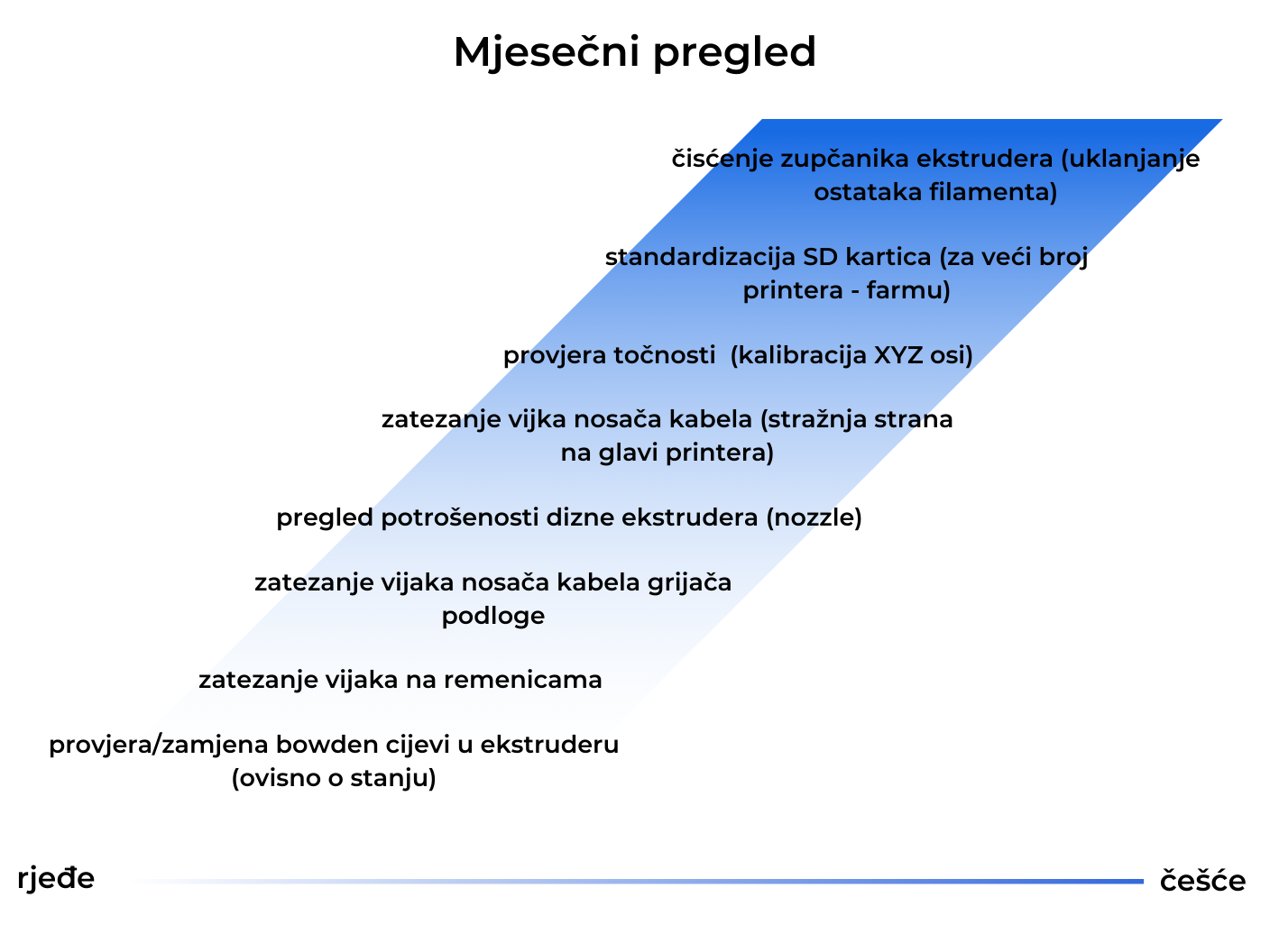
Još jedan koristan savjet jest da pogledate službene stranice proizvođača svakih par mjeseci u slučaju da je došlo do nadogradnje hardvera.
Radna površina
Poravnavanje radne površine
Radna površina jednako je bitna komponenta 3D printera kao i svaki zasebni vijak ili ventilator. Zašto? Zato što se na njoj nalazi prvi sloj koji je ključan za uspješnost ostatka printa. Kako bi on bio savršen, jako je bitno da je radna površina poravnata. Ako nije, dizna ekstrudera će u nekim pozicijama biti preblizu radnoj površini, a u drugima predaleko.
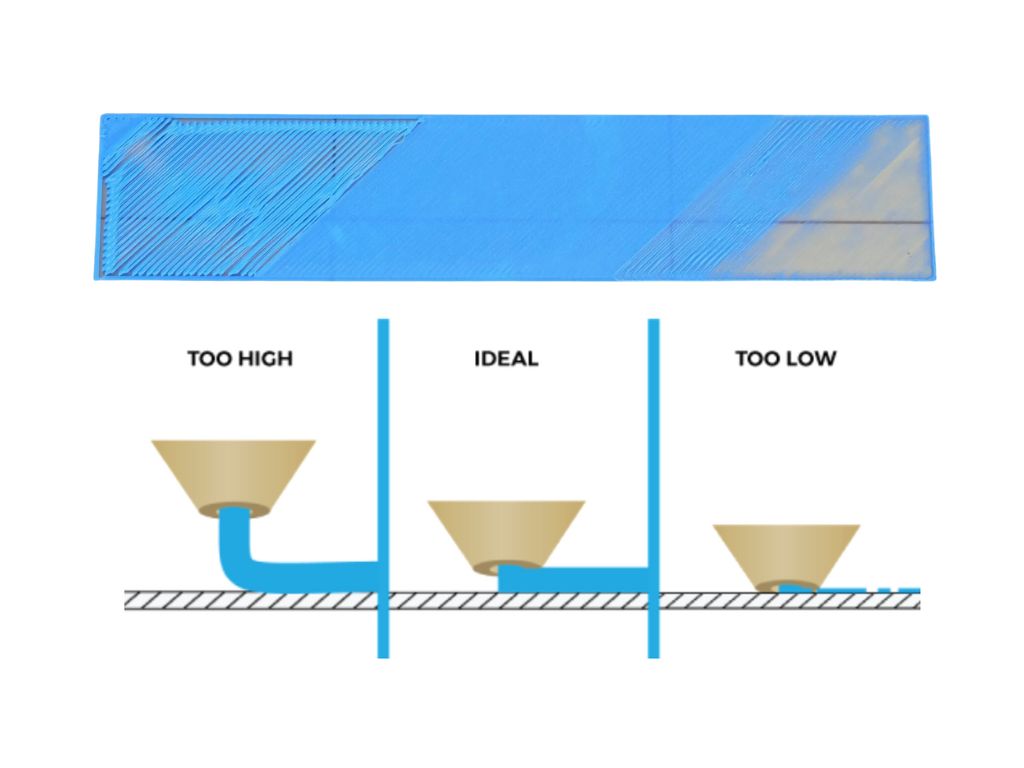
Svaki printer ima jedinstveni način poravnavanja radne površine. Neki proizvođači za poravnavanje koriste vijke i opruge, dok se drugi okreću senzorima. Proučite priručnik svog 3D printera te redovito poravnavajte svoju radnu površinu. Moglo bi vas spasiti puno glavobolje!
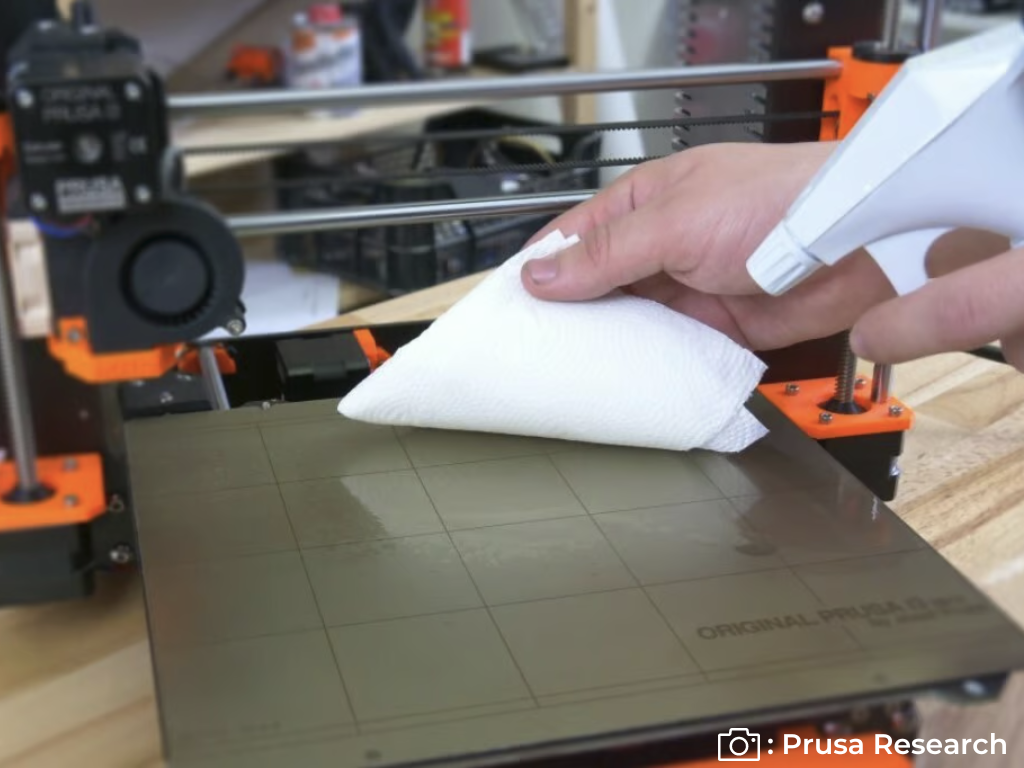
Redovito čišćenje radne površine
Kao i svaku površinu u kući, uredu, ili radioni, i radnu površinu svog 3D printera trebali biste čistiti. Nakon svakog korištenja preporučamo otklanjanje svih ostataka filamenta. Ukoliko se komadići ne skidaju lako, koristite špahtlicu. Uvijek stružite od sebe, ne prema sebi i nikako ne prema prstima, kako biste izbjegli ozljede.

Korištenje adheziva
Različiti materijali imaju različita svojstva zbog kojih se različito ponašaju prilikom korištenja. Tako se i materijali filamenata različito ponašaju pod različitim temperaturama. Kako se prilikom 3D printa materijal zagrijava, a potom postepeno hladi, ovisno o tome zagrijava li se radna površina ili ne, on će se skupiti. Neki materijali skupljaju se više od drugih, što kao posljedicu ima odvajanje od radne površine. Kako bismo izbjegli odvajanje komada od površine, koristimo adhezive. Kad je u pitanju bitniji print, preporučamo korištenje adheziva za svaki materijal, a adheziv koji preporučamo je 3DLAC – ljepilo u spreju. Neki drugi adhezivi koji se koriste su Magigoo, obično školsko ljepilo,… Ne preporučamo obično ljepilo, pogotovo kad je u pitanju hrapava radna površina, jer smo primijetili da previše oštećuje površinu i teže se čisti.

Materijal radne površine
Kako imamo različite materijale filamenata, tako imamo i različite materijale radnih površina. Najčešće korišteni materijal radne površine je aluminij zbog dobre provodljivosti topline. Ostali popularni materiali su staklo i borosilikat. Staklo pruža glatku i ravnu površinu za ispis, a i relativno se lako čisti. Izbor materijala radne površine ovisi o potrebama aplikacije za print i vrsti 3D printera koji se koristi.
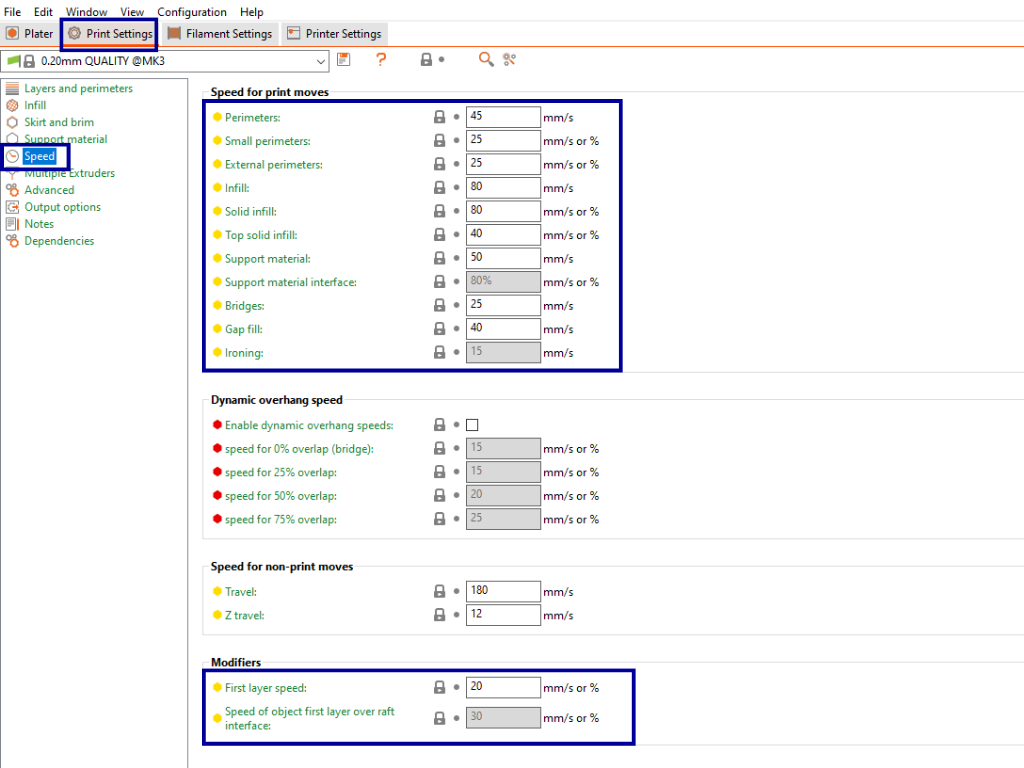
Brzina
Brzina ispisa prvog sloja
Prianjanje printa za radnu površinu otežano je ukoliko se ekstruder prebrzo kreće. Preporučamo smanjenje brzine izrade prvog sloja za 30-50% u odnosu na brzinu izrade ostatka komada kako bi se prvo sloj što bolje zalijepio za radnu površinu.
Brzina izrade ostatka komada
Brzina printanja uvelike utječe na kvalitetu komada. Veća brzina u postavkama printera generalno znači veće vibracije i lošiju kvalitetu površine. Ranije spomenuti “ringing” često nastaje kao posljedica prebrzog kretanja glave printera, tj. prebrzog mijenjanja smjera glave printera.
S druge strane, što je brzina printanja veća, manja je vjerojatnost pojave “dlačica” jer je manja mogućnost kapanja. “Dlačice”, ili “stringing”, je pojava do koje dolazi prilikom dugih pokreta glave ekstrudera između dijelova printa. Bitno je pronaći balans u brzini kako bi se izbjegla potreba za dodatnom obradom komada nakon printa.
Brzinu printera moguće je podesiti u opcijama slicer programa.
Retraction brzina
Retraction brzina određuje koliko se brzo filament povlači iz dizne. Ako se povlači presporo, plastika će početi kapati kroz diznu prije no što se ekstruder uspije premjestiti, a ako se povlači prebrzo, postoji mogućnost oštećenja filamenta. Preporučamo da vam retraction brzina bude postavljena u rasponu od 20 i 100 mm/s.
Temperatura
Temperatura radne površine
Neki 3D printeri imaju svojstvo grijane radne površine. Kako bi se prvi sloj što bolje primio za radnu površinu, preporučamo povišenje temperature. Za pronalazak optimalne temperature preporučamo povećavanje temperature radne površine u intervalima od 5°C sve dok se ne postigne zadovoljavajući prvi sloj.
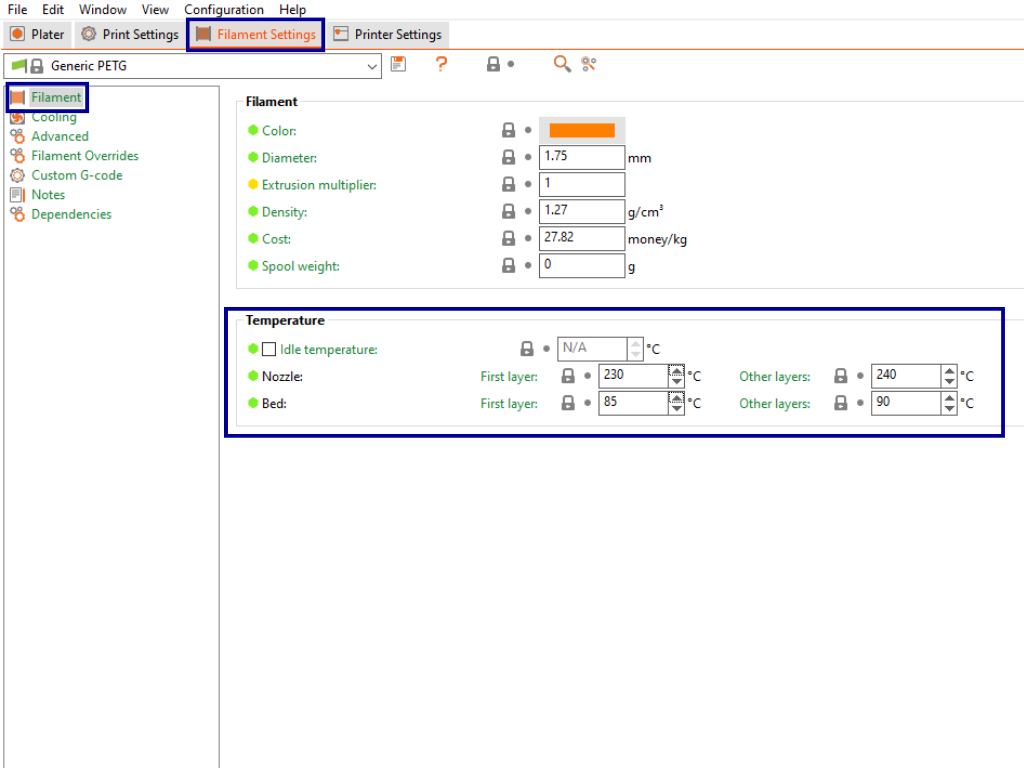
Temperatura ekstrudera
Ako je temperatura ekstrudera previsoka, plastika unutar dizne postat će veoma viskozna te postoji mogućnost da krene curiti iz dizne i onda kad nije potrebno, time uzrokujući stringing. Isto tako ako je temperatura preniska, plastika će biti previše tvrda i teško će izlaziti. Optimalna temperatura printa različita je za svaki materijal filamenta, a većina slicer programa ima opciju biranja materijala koji se koristi u printu, pa tako sam izabere onu optimalnu.
Ako i dalje nailazite na probleme prilikom ispisa, preporučamo modificiranje temperature ekstrudera za 5 do 10°C te praćenje promjene kvalitete printa.
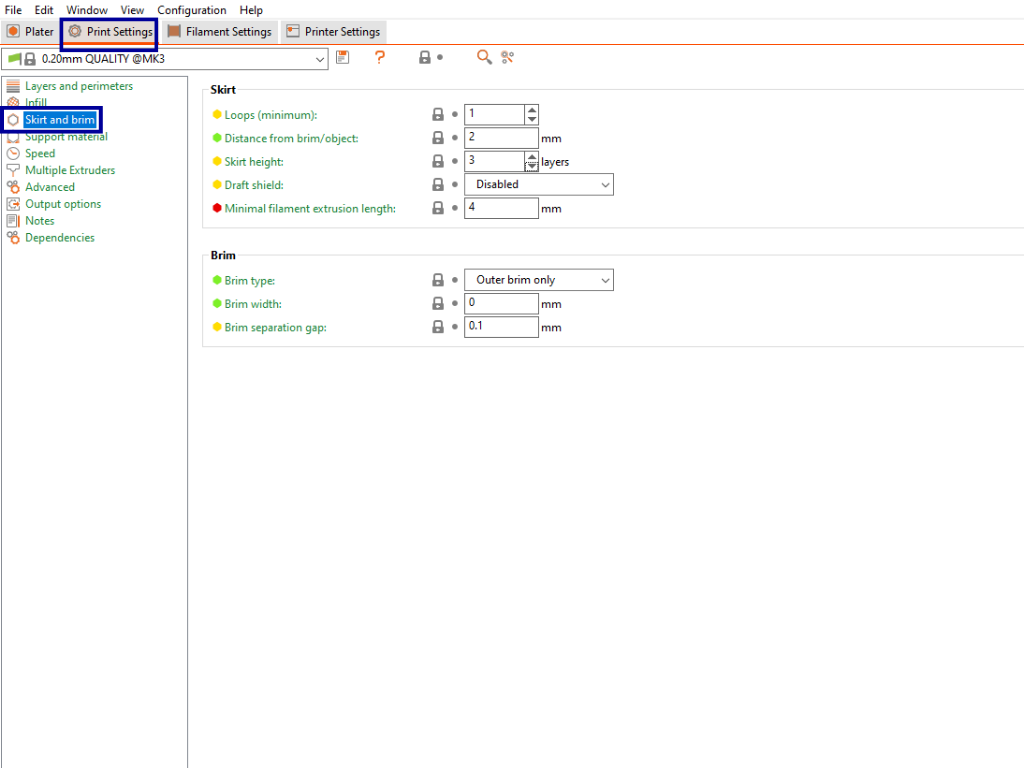
Slicer program
Slicer program završni je korak pripreme modela za print. U njemu se stvara g-kod koji naš printer razumije i time može izvršiti svoju zadaću. Program nam daje mogućnost odabira dodatnih postavki poput raft, skirt i brim opcija, potpornih struktura, podešavanja temperatura, brzina, pomaka i sl. Postoji mnogo slicer programa te preporučamo proučavanje unaprijed, kako se ne biste osjećali preplavljenima količinom informacija i mogućnosti koje oni nude. Jednom kad savladate jedan, uvidjet ćete da su svi zapravo vrlo slični u načinu rada te vjerujemo kako ćete se snaći s bilo kojim i brzo pronaći onaj koji vama najbolje odgovara!
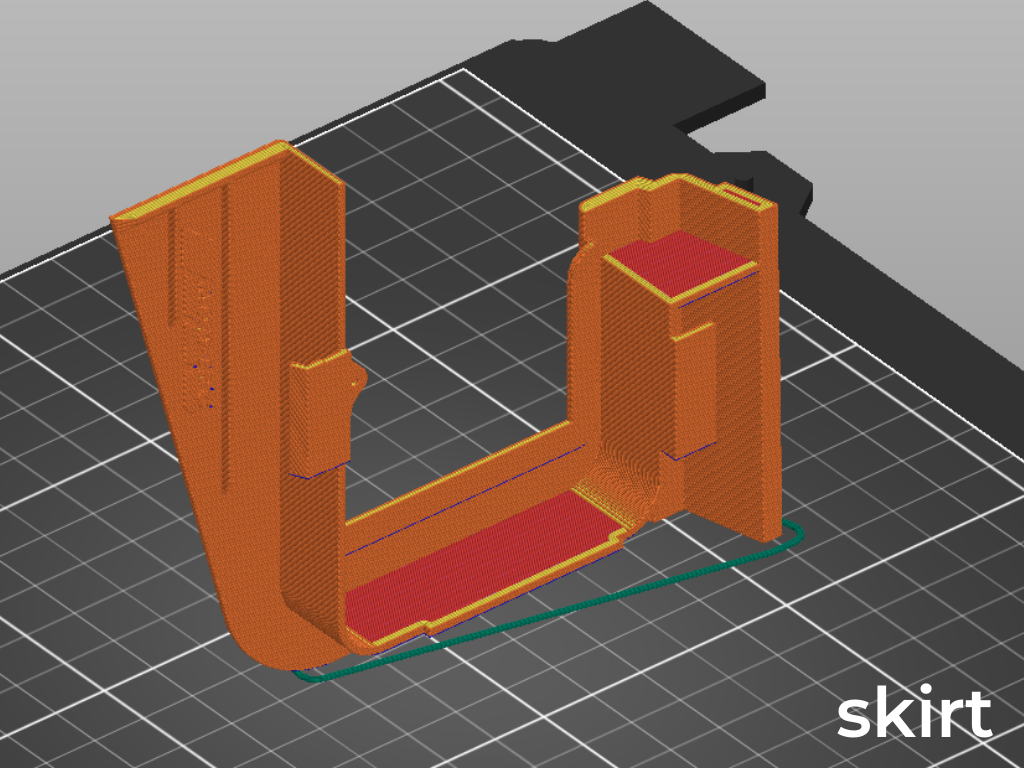
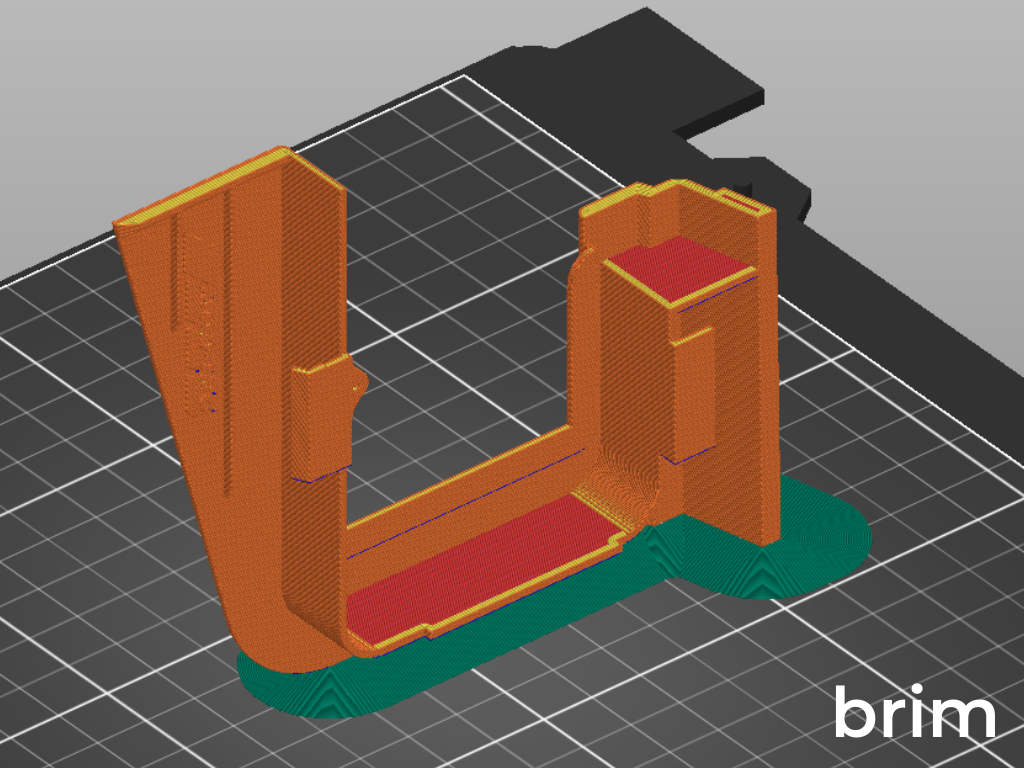
Skirt i brim
Skirt i brim ključne su opcije u slicer programima koji se koriste u 3D printanju kako bi poboljšali stabilnost i kvalitetu isprintanog predmeta.
Skirt je serija tankih linija koje se printaju oko samog objekta prije nego što započne njegovo printanje, što pomaže u pripremi ekstrudera i materijala za pravilan tok pri printanju. S druge strane, brim je tanak sloj materijala koji se printa neposredno uz sam objekt kako bi poboljšao prianjanje i smanjio rizik od odvajanja tijekom procesa printanja. Ove opcije pružaju korisnicima veću kontrolu nad isprintanim rezultatima, poboljšavajući preciznost i stabilnost u 3D printanju.
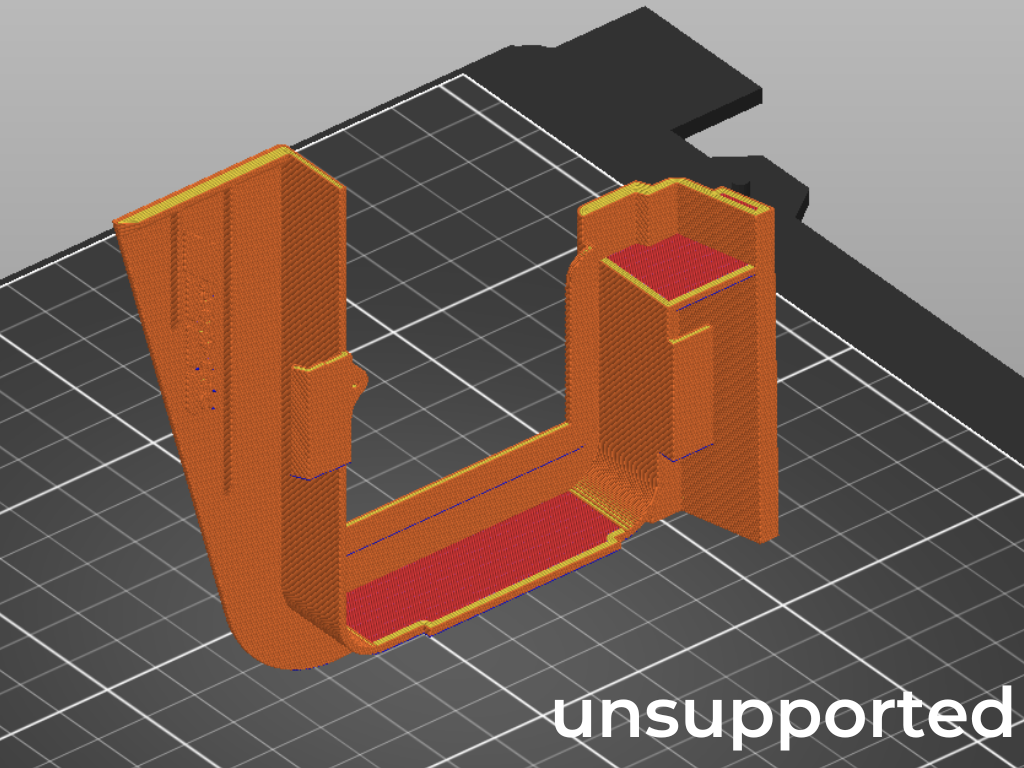
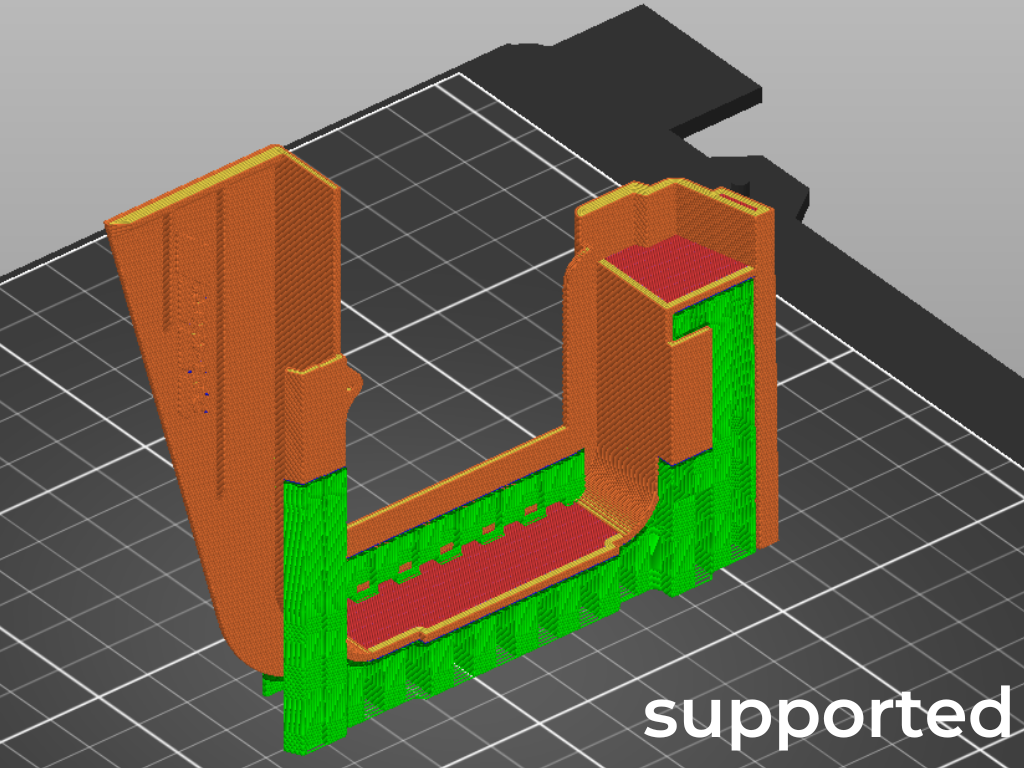
Potporne strukture
Potporne strukture su ključni elementi u 3D printanju koji se koriste kako bi podržale izbočene dijelove objekta i spriječile njihovo slijevanje i deformaciju tijekom procesa printanja. Iako je komadu potrebna dodatna pažnja nakon printa, u nekim slučajevima potporne strukture su neophodne da bi taj print bio uspješan. Nerjetko je njihovo uklanjanje vrlo jednostavno, a bolje je uložiti malo više vremena kako bi komad izašao dobar, nego da prođe cijela noć i ujutro vas dočeka neiskoristivi proizvod.
Nadamo se da su vam naši savjeti bili korisni. Ukoliko imate pitanja, javite nam se putem kontakt forme u gornjem desnom kutu, ili putem naših društvenih mreža!